|
热塑性塑料热流道注射模可以降低材料消耗,提高零件表面质量。已经有了较多的应用。对于热固性塑料,浇口料不可回收再利用,若能采用同样的“无流道”模具,具有更可观的经济效益。下面介绍一种我厂自行研制的一种冷流道模具。
1、 冷流道模具原理
冷流道模具是对整个流道部分采用温控措施。使流道内料流不会因为模具加热而交联固化。从而实现无流道连续生产。更准确地说,是一种使注塑机料桶延伸至模具型腔或型腔附近的结构。
2、 冷流嘴结构
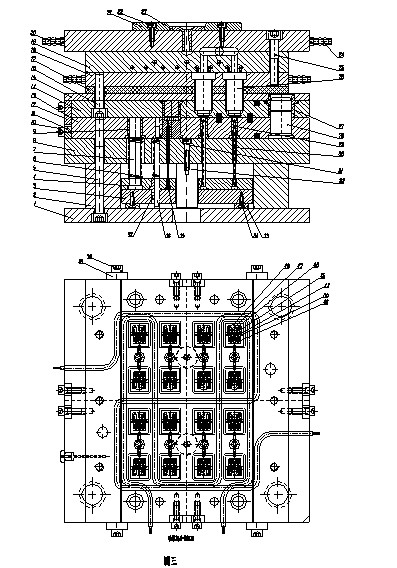
图一所示,冷流嘴主体(件1)外表面加工有螺旋状沟槽,冷却介质(水或油)在沟槽中流动达到温度控制的目的。冷流嘴底部的隔热垫采用导热性能差的特种合金,在结构设计上采用空气间隙隔热。这样可以有效的防止型腔部分与冷流嘴之间的热交换。
采用冷流道结构的模具,具有很好的经济性。首先,热固性塑料密度较大(1.5~2.0g/cm3),材料成本高。浇口料无法回收利用。另外,冷流嘴及分流板以水或油为冷却介质,使用模具温控仪或直接与热固性柱塑机料桶的温控系统连接。而热塑性塑料热流道模具采用电加热,需要另购温控器。所以说,温流道模具制造成本与低于热流道模具。水冷式模温控制仪已普遍使用了,一般不需要另外购置了。
浇注系统容积尽可能设计得小一些,以减少塑料滞留时间。冷流道系统带有温控装置,因此,浇道截面比普通冷流道模具可以小一些。尽可能采用圆形截面。浇道形状必须保证熔融塑料在流动过成中“顺畅”。否则,滞留塑料会因为过热而交联固化。导致某些型腔无法成型,甚至堵塞流道。
3、 冷流道模具实例
图二的零件材料采用热固性不饱和树脂注射成型。零件重量000克,体积仅有000cm3。生产一模八腔零件浇口料重量占65%。年产量数百万件。浇口材料浪费相当惊人。
图三是一种一模十六腔冷流道模具。模具加热部分(动定模板)与分流板采用石棉板隔热。熔融塑料经过分流板、八个冷流嘴注入型腔附近浇道内。进而进入型腔内成型零件。开模时,型腔附近浇口已经固化,固定于动模部分。浇道从温流嘴截面最小处拉断。零件及浇口顶出。完成了一个注射周期。分流板温度与注塑机料桶温度(0°C)相近。因此,通过模具温控机就能达到分流板恒温的目的。
动、定模之间设计有锁紧机构(件39)。在清理浇道凝料时,去除螺钉16,(才)安装锁紧机构,使定模板随动模部分移去。取下温流嘴口部隔热垫。就可以清理浇道了。
|




 Click to enlarge image
Click to enlarge image  公司名称
公司名称